I bransjer som håndterer slipende, viskøse eller partikkelfylte væsker, klarer standard ventiler raskt ikke å fungere. Slurry kniv portventiler er utviklet spesielt for å overvinne denne utfordringen. I motsetning til konvensjonelle ventiler, har knivporten et skarpkantet blad i rustfritt stål som skjærer rent gjennom tette medier – inkludert gruveslam, masse, avløpsvannslam og kjemiske suspensjoner – som gir en pålitelig avstengning selv under de mest krevende forhold.
Kjernefordelen ligger i bladgeometrien. Porten er presisjonsslipt til en knivegg, som skjærer fibrøse materialer og faste partikler i stedet for å komprimere dem. Dette forhindrer fastkjøring, reduserer seteslitasje og opprettholder en lekkasjetett forsegling over tusenvis av driftssykluser. For anleggsoperatører oversetter dette seg direkte til lavere vedlikeholdsfrekvens og redusert uplanlagt nedetid – begge kritiske beregninger i kontinuerlige prosessindustrier.
Slurry knivportventiler er tilgjengelige i et bredt spekter av kroppsmaterialer - støpejern, duktilt jern, rustfritt stål 304/316 og superduplekslegeringer - slik at ingeniører kan tilpasse ventilmetallurgien til korrosiviteten og temperaturen til prosessmediene. Sete- og ermeforinger laget av naturgummi, EPDM, NBR eller polyuretan forlenger levetiden ytterligere i svært slitende slurrymiljøer.
Å forstå den interne utformingen av en slurry kniv-portventil hjelper innkjøpsingeniører med å spesifisere riktig produkt og unngå kostbare feltutskiftninger. Følgende funksjoner er sentrale i ytelsesevaluering:
Produsenter med storskala vulkaniseringsutstyr og testanlegg for gummimaterialer – som Anhui Fengchi Pump Valve Manufacturing Co., Ltd. – kan produsere spesialformulerte gummiforinger med presise Shore A-hardhet og kjemisk motstandsprofiler, en evne som generiske leverandører ofte ikke kan matche.
Standard slurry kniv-portventiler opererer vanligvis i klasse 150 (PN10–PN16), som dekker de fleste gravitasjonsmatede eller lavtrykkspumpede slurrykretser. Imidlertid krever visse industrielle prosesser - avvanning av gruvedrift i dype aksler, hydraulisk avgangstransport, fortykningsvann med høy tetthet og trykksatte rørledningssystemer - en høytrykks slurry kniv portventil klassifisert til klasse 300, klasse 600 eller til og med klasse 900 (PN50–PN150).
De ingeniørmessige utfordringene ved forhøyet trykk er betydelige. Bladet må motstå avbøyning under differensialtrykk, kroppsstøpingen må oppfylle ASME B16.34 eller EN 12516 trykk-temperaturklassifiseringer, og spindeltetningssystemet må håndtere både den mekaniske belastningen av ventilaktivering og den hydrostatiske kraften til væsken som befinner seg. Veggtykkelsesberegninger, ikke-destruktiv testing (NDT) og trykktesting til 1,5× designtrykk er standard produksjonstrinn for kompatible høytrykksenheter.
| Parameter | Standard slurry kniv portventil | Høytrykks slurry kniv portventil |
|---|---|---|
| Trykkklasse | PN10 – PN16 (klasse 150) | PN50 – PN150 (Klasse 300–900) |
| Kroppsmateriale | Støpejern, duktilt jern | Karbonstål, rustfritt stål, legert stål |
| Bladtykkelse | Standard måler | Forsterket, trykkberegnet |
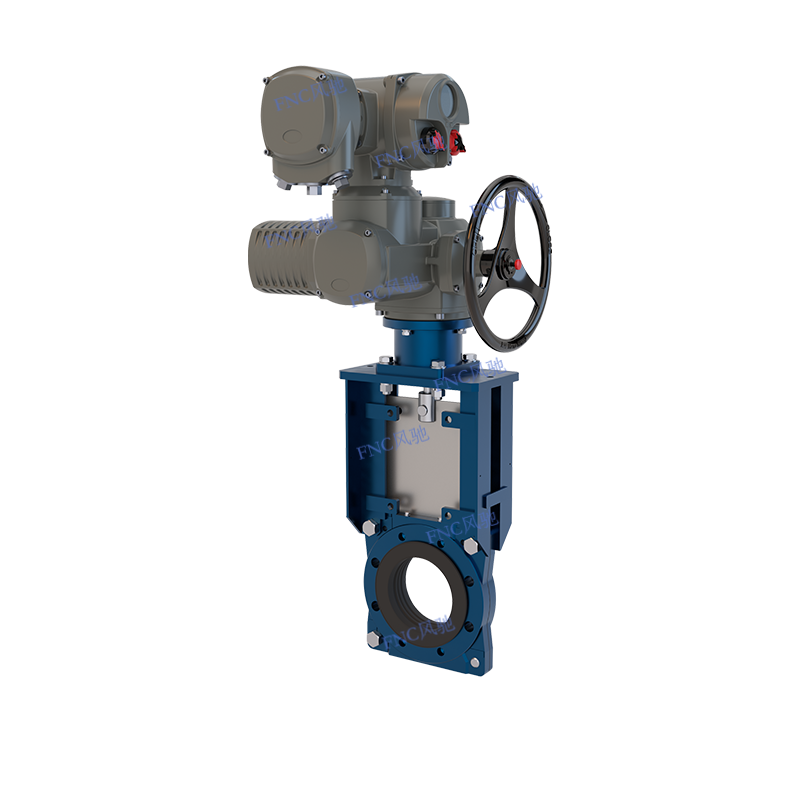
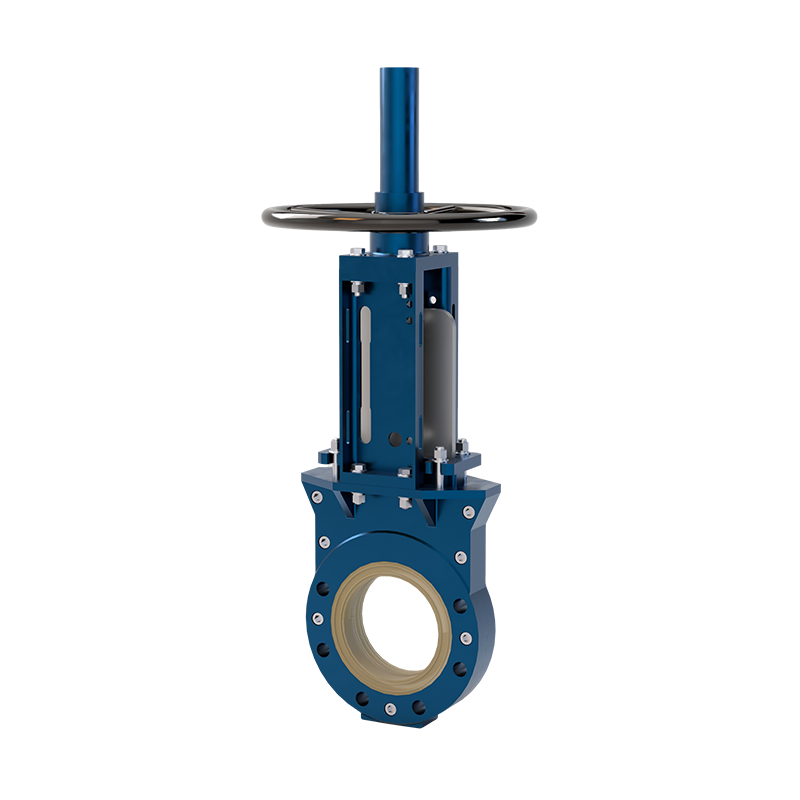
| Aktiveringskraft | Håndhjul eller lysaktuator | Girkasse, pneumatisk eller elektrisk aktuator |
| Teststandard | API 598 eller EN 12266 | ASME B16.34, API 598, NDT kreves |
| Typiske applikasjoner | Avløpsvann, lett mineralslurry | Dypgruvedrift, avgangsmasser, hydraulisk transport |
Allsidigheten til slurry kniv-portventiler gjenspeiles i bredden av industrier som er avhengige av dem for kritiske isolasjonsoppgaver. Hver sektor presenterer et distinkt sett med medieegenskaper og driftsforhold:
I kobber-, gull-, jernmalm- og fosfatprosesseringsanlegg når slurrykonsentrasjonen rutinemessig 60–70 vektprosent tørrstoff. Knivportventiler utplasseres ved fortykningsmiddelunderløp, kulemølleutløpsledninger og pumpeisolasjonspunkter. Høytrykksslurry-portventilvarianten er avgjørende i hydrauliske transportrørledninger der slurry pumpes over avstander som overstiger flere kilometer ved trykk over 40 bar.
Tremassesuspensjoner inneholder lange fibrøse tråder som blokkerer konvensjonelle ventiler innen timer etter drift. Skjærevirkningen til knivportbladet kutter disse fibrene rent, noe som gjør knivportventiler til standard isolasjonsanordning i hele papirmassekokere, blekeanleggsfiltratlinjer og lagerkisteuttak over hele papirindustrien.
Primært slam, fordøyde biosolider og avvannet kake krever alle ventiler som kan fungere pålitelig i våte, etsende og biologisk aktive miljøer. Gummiforede knivportventiler vurdert for PN10–PN16-service dominerer denne applikasjonen. Deres evne til å bli fjernstyrt via elektriske eller pneumatiske aktuatorer gjør dem ideelle for automatisert slamdosering og avvanning av filterpressmatesystemer.
Kullkraftverk genererer flyveaske og bunnaskeoppslemming som må transporteres til setningsdammer eller renseanlegg. Både standard og høytrykks slurry-portventilkonfigurasjoner brukes ved utløpspunkter for askeoppslemmingspumper og rørledningsisolasjonsstasjoner, der slitestyrke og lange serviceintervaller er obligatoriske krav.
Spesifisering av riktig slurry kniv portventil krever en strukturert tilnærming. Å velge på pris alene – uten å ta hensyn til medieegenskaper og driftskrav – resulterer ofte i for tidlig feil og totale eierkostnader som langt overstiger de opprinnelige besparelsene. Følgende parametere bør evalueres systematisk:
Selv den mest robust utformede slurry-knivens portventil vil fungere dårligere hvis rutinemessig vedlikehold blir forsømt. Et proaktivt vedlikeholdsprogram – i samsvar med produsentens servicedokumentasjon – er den mest effektive strategien for å forlenge utstyrets levetid og beskytte produksjonskontinuiteten.
Inspeksjon og justering av pakking bør utføres hver tredje til sjette måned i slipende slurry service. En lekkende pakkboks skaper ikke bare en sikkerhets- og miljøfare, men akselererer også stammeerosjon, og krever til slutt full ventilutskifting. De fleste knivportdesign tillater gjenstramming av kjertel under linjetrykk uten prosessavslutning.
Inspeksjon av blad og setehylse ved planlagte snuoperasjoner kan identifisere erosjonsmønstre tidlig. Et blad med ujevn slitasje på den ene kanten indikerer feiljustering eller asymmetrisk strømning - begge korrigerbare problemer hvis de fanges opp før gjennomgående erosjon oppstår. Hylseutskifting er vanligvis en to-timers verkstedoppgave som returnerer ventilen til som ny tetningsytelse.
For høytrykks slurry knivportventiler, verifisering av boltsmoment på panser- og flensskjøter er en obligatorisk kontroll etter oppstart. Termisk sykling og vibrasjon i høyenergislurrysystemer kan redusere festespenningen, noe som fører til ekstern lekkasje ved skjøter som opprinnelig var innenfor spesifikasjonene.
Å samarbeide med en produsent som har ISO 9001-2015, ISO 14001 og ISO 45001-sertifiseringer – som Anhui Fengchi Pump Valve Manufacturing Co., Ltd. – gir den ekstra forsikringen om at kvalitetskontrollprosesser, materialsporbarhet og sikkerhetsstyringssystemer blir uavhengig revidert og konsekvent brukt på tvers av hver produksjonsbatch. Dette støtter direkte lengre utstyrsvedlikeholdssykluser og reduserer tap forårsaket av hyppig nedetid og uplanlagte reparasjoner.

Phone: +86-136 7173 4086

Tel: +86-563 5033 866

Email: red@pinchvalves.com.cn
Adresse:

 NO
NO
